Sauber
sortiert
Sauber
sortiert

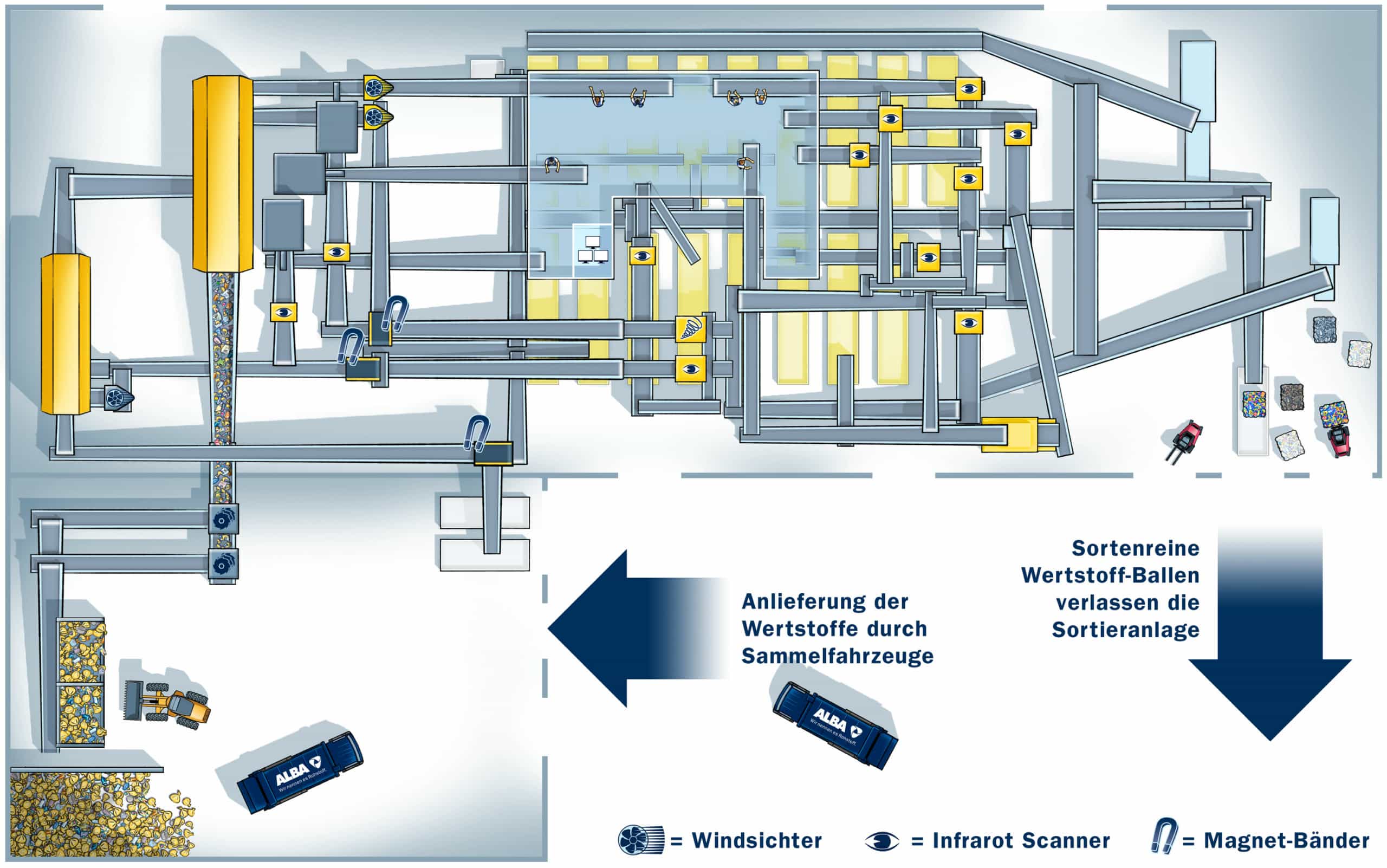
Die Verpackungen und anderen Gegenstände aus Kunststoffen, Metall und Verbundmaterial aus der Wertstofftonne müssen noch nach Materialart sortiert werden, bevor sie letztlich recycelt werden können.
Sie werden dafür mit Entsorgungsfahrzeugen zum Beispiel nach Berlin-Mahlsdorf gebracht. Hier betreibt Interzero eine moderne Sortieranlage.
Mit der eingesetzten Technik können die Wertstoffe in zwölf verschiedene Gruppen sortiert werden. Dabei ist die Sortierung zu mindestens 90 % genau.
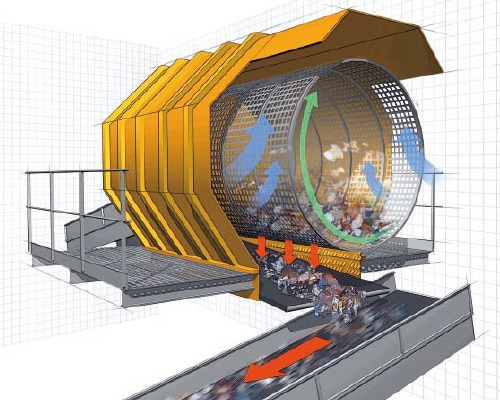
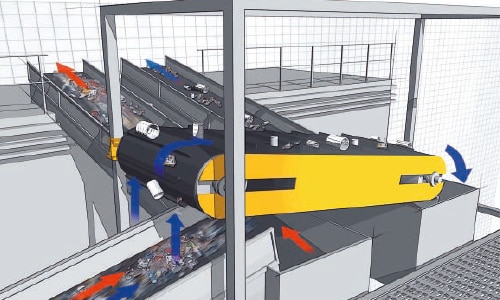
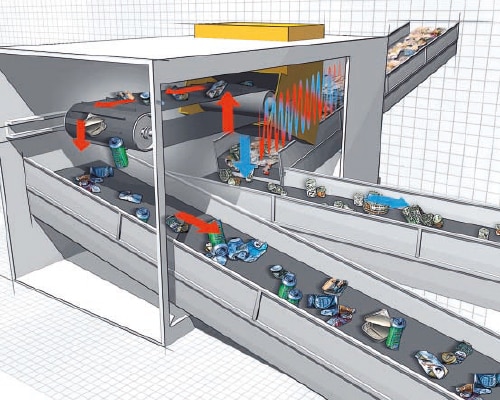
Die Sortierung erfolgt weitgehend vollautomatisch mithilfe modernster Technik. Dabei wird der gemischte Materialstrom Schritt für Schritt in einzelne Materialarten getrennt. Einen anschaulichen Überblick über diesen Prozess bietet unsere schematische Darstellung, die die einzelnen Stationen der Sortieranlage und den Weg der Materialien nachvollziehbar zeigt und bebildert. Einfach die blauen Info-Symbole anwählen!

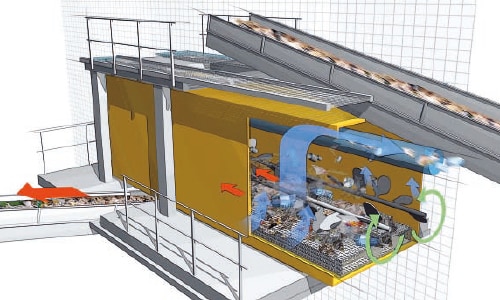

Illustrationen: WDB (Anlage), Andreas Schiebel (Details)
Die Interzero-Sortieranlage in Berlin-Mahlsdorf verarbeitet jährlich rund 140.000 Tonnen Wertstoffe. Nach der Sortierung werden die Materialien zu transportfähigen Ballen gepresst und für das Recycling vorbereitet.
Kunststoffe, Metalle und Getränkekartons gelangen anschließend als wertvolle Recyclingrohstoffe zu spezialisierten Recyclingbetrieben – und bleiben so im Materialkreislauf erhalten.
Anders sieht es bei sogenannten Fehlwürfen aus: Das sind Abfälle, die fälschlicherweise in der Wertstofftonne landen, wie etwa Restmüll. Diese können nicht recycelt werden und bleiben als Sortierreste zurück. Sie werden thermisch verwertet – also verbrannt –, wobei sie zumindest noch zur Energiegewinnung beitragen.
Denn Interzero betreibt in Deutschland fünf moderne Sortieranlagen für Leichtverpackungen. Insgesamt werden in ihnen rund 33 Prozent der deutschlandweit anfallenden Leichtverpackungen sortiert.
Hey Kids! Hier könnt ihr mit ALBAs Umweltbotschafter Rudi Recycle die Interzero Sortieranlage in Berlin-Mahlsdorf besuchen. Erfahrt im Video, wie Verpackungsabfälle zu Rohstoffen werden. Viel Spaß!

Die Betreiber der dualen Systeme in Deutschland laden zu einem virtuellen Rundgang durch eine Sortieranlage für Leichtverpackungen ein. Hier siehst Du, wie technisiert Abfallsortierung heute funktioniert.

Social Media
Telefon: +49 800 22 32 555
(kostenfreie Servicehotline)
Mehr Infos zum Thema Recycling finden Sie hier:
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Instagram. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen